Recently I've needed to address an issue related to the build piston. Up until now I've been using ASA plastic which has been suitable for testing but was never a long term solution. As heat creeps into the bore, mainly through the leveling screws, the plastic supporting the screws softens resulting in the print colliding with the spreader. In the past I've managed to get around this issue by using glass to separate the leveling plate from the substrate but as the laser power has increased this has become less effective.
There are a few solutions to this that I can think of; one option may be to cast the piston using conventional metal casting techniques or perhaps even a fine grade of cement - or alternatively get the piston machined. I'm reluctant to turn my hand to casting as from what I've seen fine details are hard to recreate, the process itself is long winded and requires skill. CNC'ing the piston is probably the most logical path but unfortunately it's quite expensive. Since there are two components to the build piston (the piston itself + a yet to be water cooled leveling plate) I suspect that after a couple of iterations the cost will quickly get out of hand. The quotes I've had for the piston alone to be machined are around $180 - 200 USD with some modification. This probably isn't too bad and would improve if they were to be made at scale, but it lead me to think about an old project I had since put to one side.
I've been interested Laser Metal Wire Deposition (LMWD) as an alternative to the Laser Powder Bed Fusion (LPBF). It has its limitations but given its relative simplicity and resemblance to FDM, if it were able to provide functional metal parts it would be a huge asset, particularly in this instance. Several months ago I made a brief attempt at recreating the process but failed due to a few oversights. The design used a 21G syringe to feed 0.25mm SS316 wire into the path of focused NUBM31. The spot size of the laser was too small and the power too low. The syringe itself was too long and flexible making it unstable. It turned out to be a learning exercise.
In a recent video I mentioned that the spot size of the dual NUBM38 laser head is around 0.8mm. After measuring it with the beam profiler it appears to be over 1mm. The tracks vary from 0.8mm to 1.1mm depending on translation speed and generally suffer from a higher radius of curvature at a narrower width. Because of this, I've decided to repurpose it for the sake of a LMWD project as the spot size will sacrifice too much detail for the sake of the LBPF printer. If I am able to print metal using this wire based technique I may be able to produce the build piston for myself. Assuming that this is possible, it would enable water cooling to be directly integrated into the piston, minimizing the foot print of the leveling plate.
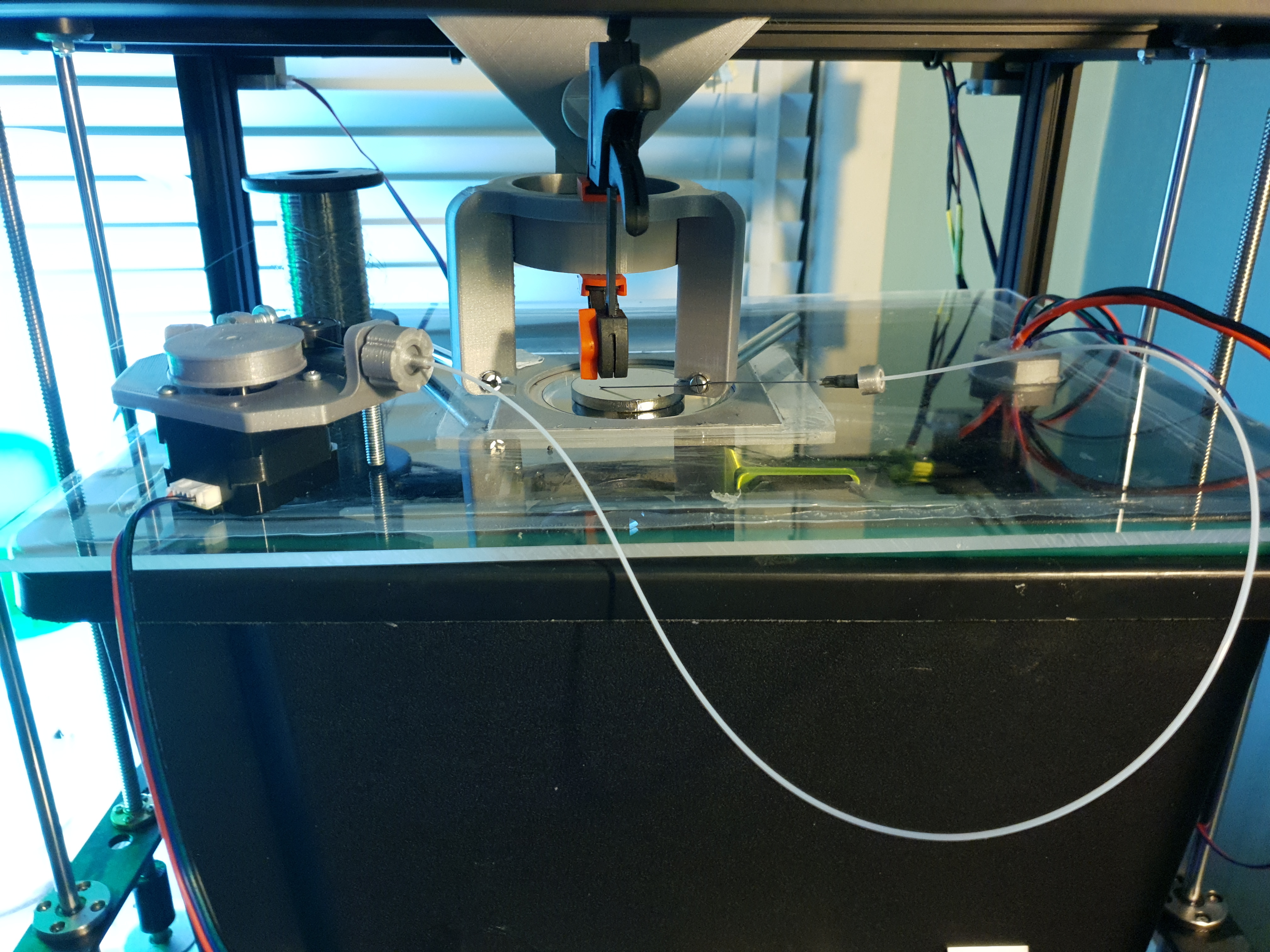
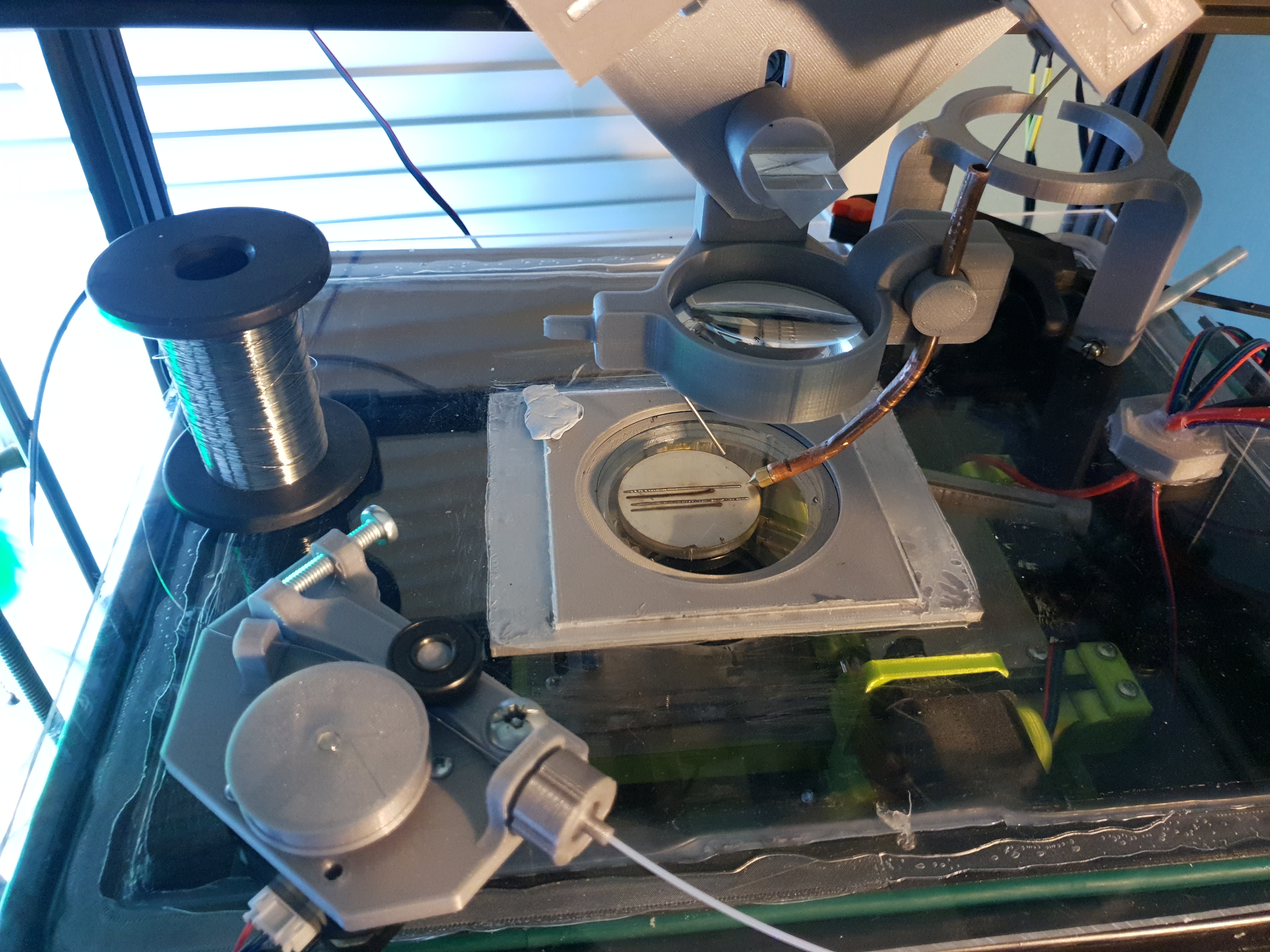
I've made a couple of attempts at testing the process, initially just validating whether it was possible with ~144W and a second attempt with a slightly more robust setup. Unsurprisingly it was much easier to produce metal tracks with this method. The most problematic aspect of the design illustrated below is the angle which the metal is introduced. So far I have only been able to deposit metal away from the wire feed and to the left and right of it. Traveling 'into' the weld pool has been difficult for reasons I'm not 100% certain on. I suspect that with such a low angle of entry the wire is unmelted wire is preheating and melting before it gets to the laser, grabbing the substrate and moving it, disrupting the print. To get around this issue I'm working on a design that should resemble a coaxial approach, allowing wire to be fed perpendicular to the substrate, hopefully resolving the issues with directionality. That'll be a topic for another post...